How does rotary die cutting machine work and problems solutions during the die-cutting production processing?
Rotary die cutting process
When the die cutting machine is working, the die cutting plate should be bent into a curved surface, and the plate making is more troublesome, the cost is relatively high, and there is a certain difficulty in technology. Therefore, circular die cutting machine is often used for mass production. How does a circular die cutter work? What is the working principle of circular die cutting machine?
Due to the continuous rotation of the cylinder when the rotary die cutting machine works, its production efficiency is the highest in all kinds of die cutting machines. However, the die cutting plate should be bent into a curved surface, and the cost of plate making is relatively high, which is technically difficult. Therefore, circular die cutting machine is often used for mass production
Rotary die cutting machine die cutting mode
The die cutting method of circular die cutting machine is generally divided into two kinds: cutting method and soft cutting method. The hard cutting method refers to the hard contact between the knife and the pressure cylinder surface, so the die cutting tool is easier to wear. The soft cutting method is to cover the surface of the pressure cylinder with a layer of engineering plastic. When the die cutting is done, the cutter can have a certain amount of cutting, which can protect the cutter and ensure that it is completely cut off, but the plastic layer needs to be replaced regularly
Working mode of rotary die cutter
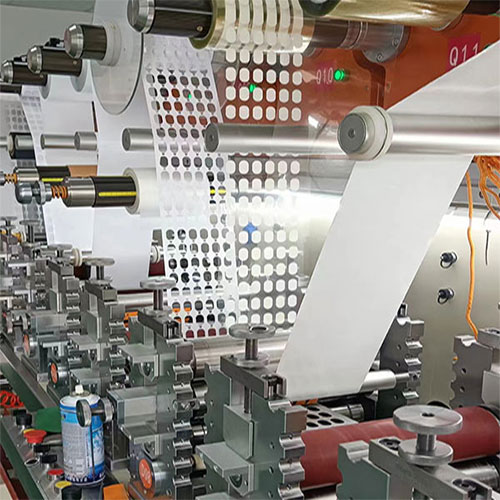
The working part of the plate table and the press cutting mechanism of the circular die cutting machine are cylindrical, and the paper silver is sent to the cardboard between the mold plate cylinder and the pressure cylinder when working.
By the two will be clamped to the drum die-cutting, die-cutting plate drum rotation one week, is a working cycle.
Workflow of rotary cutting die
At present, most of the advanced die-cutting equipment is developing in the direction of printing and die-cutting combination, and the production line of die-cutting machinery and printing machinery is composed of four main parts, namely, the feeding part of the printing part, the die-cutting part, and the sending part.
Feeding part: intermittently input the cardboard to the printing part, which can be adjusted conveniently and accurately according to different material forms, sizes, types, etc.
Printing part: can be composed of 4-8 color printing units, can be used intaglio, offset, flexographic and other different methods. This part has more advanced printing functions and is equipped with
It has its own automatic drying system. Die cutting part: it can be a flat die cutting machine, or it can be a circular die cutting machine, and it is equipped with a waste cleaning device, which can automatically exclude the corner waste generated after die cutting. Conveying part: It is to collect and organize the products after the completion of the die cutting process, so as to ensure that the printing part of the feed part and the die cutting part can successfully achieve high-speed continuous operation.
Problems in the process of rotary die press
We analyzes the causes of six problems in the process of rotary die cutting machine china, such as low die cutting precision, die cutting indentation producing burst line and dark line, indentation line running or not full, and gives the solution of these problems in the process of die cutting.
1. Circle die cutter precise is not high
The reason for the low accuracy is the problem of the die-cut plate itself, but also the problem from the print. Hand-made die cutting plate, the error is large; The different working environment of die-cutter indentation and printing will cause paper deformation, resulting in inaccurate position of die-cutting indentation, especially after glazing and laminating paper deformation is more serious, affecting the die-cutter accuracy
Solution: Choose advanced platemaking methods to improve the accuracy of die cutting plate: try to ensure that die cutting indentation and printing are carried out in the same working environment or ensure the identity of the working environment (that is, there is the same temperature, humidity, etc.), and cutting die pretreatment should be carried out on the printing sheet of glazing and laminating, to minimize the influence of paper deformation on the precision of die cutting.
2 Die cutting indentation produces explosive lines and dark lines
"Burst line" means that due to the die-cutting indentation pressure is too large, exceeding the withstand limit of the cardboard fiber, so that the cardboard fiber is broken or partially broken, "dark line" refers to the undeserved indentation line. It is generally caused by improper selection of die cutting plate and indentation steel line, improper adjustment of die cutting pressure, poor paper quality, inconsistent fiber direction of paper and die cutting plate row knife direction or low water content of paper, resulting in a decline in paper flexibility
Solution: Choose the right die cutting plate, adjust the pressure of the die cutting machine; Before die cutting, the paper to be die cut is placed in the workshop for a period of time to increase the humidity of the workshop environment.
In addition, there is a special case, that is, when die-cutting the hard box cigarette pack small box, because the distance between the indentation lines in many positions is very close, if the height of the indentation steel line is configured according to the normal situation, the tension on the paper during molding is too large, it will also cause the burst line. Therefore, you should try to minimize the tension on the paper. There are two methods: one is to reduce the height of the indentation steel wire, the other is to reduce the thickness of the indentation bottom die, the two can not be used at the same time, otherwise it will not be a good indentation effect. The best method is to reduce the height of the indentation steel wire, and the height of the reduction is usually 0.1 to 0.2mm. According to the thickness of the paper to determine the specific reduction, quantitative in 350g/m2 above the paper should be reduced by 0.2mm, 350gm2 below the paper by 0.1mm is appropriate
3. The indentation line is out of position, not full
When the indentation steel wire is twisted under the action of die cutting pressure, the indentation line will run out of position. Insufficient die cutting pressure will lead to incomplete indentation. This problem can be improved by changing the die cutting plate and increasing the die cutting pressure
4. Burr and dust
In the die cutting, the cutting edge of the die cutting product is often not smooth and the phenomenon of hair, especially the cutting edge that is closer to the indentation line is more serious. This is because when the die meets the press, the rubber strip and the indentation steel wire on the die cutting plate produce a tension on the paper, and the paper is pulled off by the tension when it is not completely cut through. To solve this problem, we must first choose different types of die cutting knives according to the paper. The die cutting knife includes a straight knife and a horizontal knife, and the blades of the two lines are tall and short. The grain formed by the blade is different from the height and height, which is directly related to the die-cutting quality of different kinds of paper and the service life of the die-cutting tool. In terms of avoiding paper lint, the straight blade is better than the horizontal blade: in terms of service life, the short blade is better than the high blade. In the die cutting film cardstock, should choose a straight grain high edge knife, and the blade is required to be ground, it is best not to use the press concave and convex molding process, otherwise the pressure is too large on the die cutting mouth. In the processing of ordinary cardboard when the use of low blade, and according to the quality of the paper fiber to determine the grain of the blade. When the die cutting fiber is poor or thick paper, choose a straight knife, fiber quality is good, can choose a horizontal knife, in order to improve the service life of the knife can also be close to the indentation steel line from the die cutting knife to paste 60 arch rubber strip, reduce the die to meet the pressing time from the die cutting knife near the indentation steel line on the paper. If the die-cutting quantity is 300g /m2 paper, the indentation line of 0.4mmx 1.3mm and the indentation steel line of 23.4mm high are usually used, in case of this fault, the indentation line of 0.4mmx 1.2mm can be used instead. 23.3mm high pointy indentation steel wire. In this way, the tension on the paper when the die is pressed is reduced, and the fuzz problem can be basically solved.
5. Die cut "paste"
Die-cutting "paste plate" refers to the paper adhered to the die-cutting plate. The causes of this failure are: the density of the sponge tape pasted around the die cutter is too small or too small, the resilience is insufficient, the edge of the die cutter is not sharp, and the paper is too thick, causing the knife to stick during the clamping or die cutting. According to the distribution of the die cutter, the sponge strip with different hardness can be washed reasonably or the die cutter can be replaced.
6. Die cutting "loose plate"
Die cutting plate is mainly related to plate making process and sponge strip. If the shape of the living parts is complex or the arrangement of the living parts is many, and the connecting points on the die cutting plate are small and few, it is easy to cause the loose plate when the die cutting. In this regard, the number of connected points should be appropriately increased. In addition, when making die cutting plates, try to keep the printing length direction consistent with the paper feed direction. Die-cutting plate paste paper sponge strip hardness is small, too soft, can not make the paper smoothly out of the die-cutting knife or music mark steel line, will also cause loose plate. The solution is to pull into a high hardness, good elasticity of high-quality sponge strip.
Contact: Pamela
Phone: +86 189 6365 3253
E-mail: info@industryprocess.com
Whatsapp:+86 189 6365 3253
Add: Yajing Industrial Park, No. 59 Shuangjing Street, Weiting Town, Suzhou Industrial Park
We chat